泊頭市特種泵閥制造有限公司
24小時服務熱線:15531796609
銷售專線電話:0317-5566815 7947649
公司傳真:0317-8294590
公司地址:河北省滄州泊頭市南倉街
石油管道施工質量控制措施與設備負壓過大影響
[一]、管道施工過程中的質量控制措施
1、下料加工質量控制
在下料加工環節需要對管子的切割長度以及切口的平直度進行高度控制,對飛邊毛刺進行清理,同時還需要對坡口進行精密加工。對于DN100mm下的管子,可采用砂輪切割機進行切割;可采用氣割或等離子切割的方式對大口徑中低壓的管子進行切割;對于坡口可采用手把砂輪機進行打磨和加工;對高壓管的切割和坡口加工,通常需要采用管床或坡口機來完成。如果切口的平直度不符合要求,很容易影響到管口組對間隙的均勻性。對坡口加工時應該嚴格按照規程要求的角度進行,如果坡口過大,容易使人工、材料、機械的成本過大,從而提高施工成本,但如果坡口過小則容易造成未焊透、夾渣等焊接質量問題。因此,在下料加工過程中應該控制好每道工序的質量。
2、標識的質量控制
對于預制管道需要做好每道焊口的標記,尤其是一些合金鋼材質或其它特殊材質的管道,標明其焊接日期、焊工號、焊口編號。根據單線圖對每截管段的管線號和管段編號用油漆標明,避免安裝過程混亂,導致焊口無法追蹤,使交工資料與實物不符。預制完成的管段對端部管進行封閉處理。
3、焊接質量控制
焊接是石油不銹鋼泵管道施工中較為關鍵的環節,因此嚴格要求焊接質量,焊接人員應該嚴格按照焊接作業規范進行操作。在焊接過程中影響焊接質量的因素較多,主要包括管曰的組對、坡曰的處理、焊工的技術以及焊接材料、天氣情況等。當焊接作業在車間內或地面上完成時,環境對其影響較小,質量控制也相對容易,但要控制好焊接材料的烘烤質量,控制好發放環節,以及控制好焊條的用量,控制好焊條桶的規范使用。如果工藝要求需要進行預暖和熱處理,則進行嚴格的質量控制,另外高壓管焊接還需要對打底質量進行無損檢測。
4、安裝的質量控制
齒輪泵管道現場安裝質量非常重要,也是施工的難點,管道安裝容易受到安裝條件和環境因素的影響,應該采取嚴格的質量保證措施;通常情況下現場焊接的焊口應該是固定口,質量控制較難,因此在預制階段就應該對每位焊接人員進行合格率的統計和控制,這是控制焊接質量的重要手段;按照施工要求對管口現場組對質量進行控制;如果在施工過程中天氣情況惡劣,容易影響到焊接質量,應該采取的防護措施;由于合金鋼管的沖氨氣難度較大,現場質量控制難度較大,所以要加強質量管理,可采用藥皮或藥芯焊絲來進行打底,但此項工藝需要在焊接工藝評定認可以后果方可實施。
齒輪泵石油管道施工很容易受到各種不良因素的影響,因此在管道施工之前應該周密考慮各種可能發生的質量問題,并制定出相應的對策。另外施工管理人員也應該本著高度的責任心,對施工材料、設備進行嚴格把關,對施工現場的每道工序進行嚴格控制,并采用積的措施提高施工人員的質量控制意識。
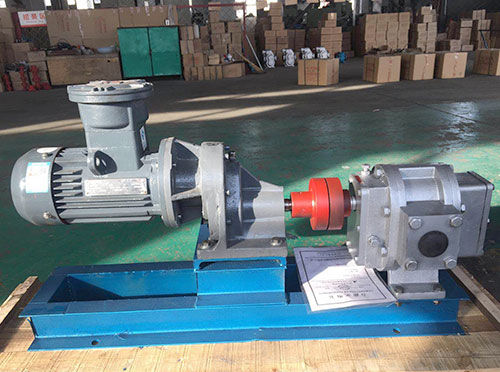
[二]、設備負壓過大對齒輪油泵及密封的影響
在一些工作場合,大多齒輪泵安裝在容器的底部,也就是我們大家俗稱的倒灌,當齒輪泵(齒輪油泵)停止工作,雖然將閥門關死,但管路中仍存在大量的液體回流到泵腔,也就形成了負壓。下面說說設備中存在負壓對齒輪泵及密封產生的一些影響。
(1)齒輪油泵實際輸出量偏小,大量介質在泵內循環,熱量積聚,引起介質氣化,導致密封失效。
(2)回流量偏大,導致吸人管側容器(塔、釜、罐、池)底部沉渣泛起,損壞密封。
(3)對較長時間停運,重新起動時沒有手動盤車,摩擦副因粘連而扯壞密封面。
(4)介質中腐蝕性、聚合性、結膠性物質增多也會造成密封的損壞。
(5)管路中負壓過大也就形成了出口管路阻力增大,會造成齒輪油泵流量小或無流量。
(6)負壓過大造成泵振動大,噪音大,嚴重時產生氣蝕,嚴重影響泵的使用壽命。