行業
泊頭市特種泵閥制造有限公司
24小時服務熱線:15531796609
銷售專線電話:0317-5566815 7947649
公司傳真:0317-8294590
公司地址:河北省滄州泊頭市南倉街
技術文檔
常見問題
行業
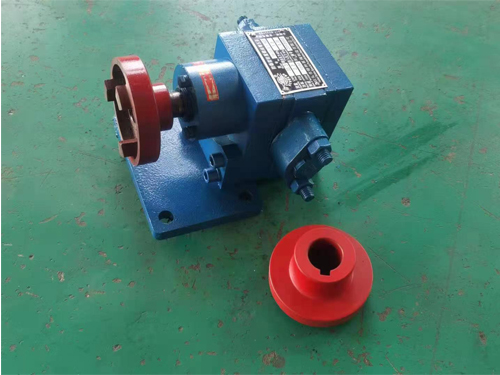
齒輪泵的磨損部位和保養
隨著使用時間的增長,油泵會出現泵油不足,甚至不泵油等故障,主要原因是有關部位磨損過大。齒輪泵的磨損部位主要有主動軸與襯套,被動齒輪中心孔與軸銷,泵殼內腔與齒輪,齒輪端面與泵蓋等。潤滑油泵磨損后其主要技術指標達不到要求時,應將其拆卸分解,查清磨損部位及程度,采取相應辦法予以。
一、泵蓋的修理
工作平面的修理:若泵蓋工作平面磨損較小,可用手工研磨法磨損痕跡,即在平臺或厚玻璃板上放少許氣門砂,然后將泵蓋放在上面進行研磨,直到磨損痕跡,工作表面平整為止。當泵蓋工作平面磨損超過0.1毫米時,應采取先車削后研磨的辦法。
主動軸襯套孔的修理:泵蓋上的主動軸襯套孔磨損的修理與殼體主動軸襯套孔磨損的修理方法相同。
二、主動軸與襯套磨損后的
齒輪泵主動軸與襯套磨損后,其配合間隙增大,必將影響泵油量。遇此,可采用修主動軸或襯套的方法恢復其正常的配合間隙。若主動軸磨損輕微,只需壓出舊襯套后換上標準尺寸的襯套,配合間隙便可恢復到允許范圍。若主動軸與襯套磨損嚴重且配合間隙嚴重超標時,不僅要換襯套,而且主動軸也應用鍍鉻或振動堆焊法將其直徑加大,然后再磨削到標準尺寸,恢復與襯套的配合要求。
三、齒輪的翻轉使用
齒輪泵齒輪磨損主要是在齒厚部位,而齒輪端面和齒頂的磨損都相對較輕。齒輪在齒厚部位都是單側磨損,所以可將齒輪翻轉180度使用。當齒輪端面磨損時,可將端面磨平,同時研磨潤滑油泵殼體結合面,以保證齒輪端面與泵蓋的間隙在標準范圍內。
四、潤滑油泵殼體的修理殼體裂紋的修理:殼體裂紋可用鑄508鎳銅焊條焊補。焊縫須緊密而元氣孔,與泵蓋結合面平面度誤差不大于0.05毫米。
主動軸襯套孔與從動軸孔磨損的修理:主動軸襯套孔磨損后,可用鉸削方法磨損痕跡,然后配用加大至相應尺寸的襯套。從動軸孔磨損也以鉸削法磨損痕跡,然后按鉸削后孔的實際尺寸配制從動軸泵殼內腔的修理:泵殼內腔磨損后,一般采取內腔鑲套法,即將內腔搪大后鑲配鑄鐵或鋼襯套。鑲套后,將內腔搪到要求的尺寸,并把伸出端面的襯套磨去,使其與泵殼結合面平齊。
閥座的修理:限壓閥有球形閥和柱塞式閥兩種。球形閥座磨損后,可將一鋼球放在閥座上,然后用金屬棒輕輕敲擊鋼球,直到球閥與閥座密合為止。如閥座磨損嚴重,可先鉸削除去磨痕,再用上法使之密合。柱塞式閥座磨損后,可放入少許氣門砂進行研磨,直到密合為止。
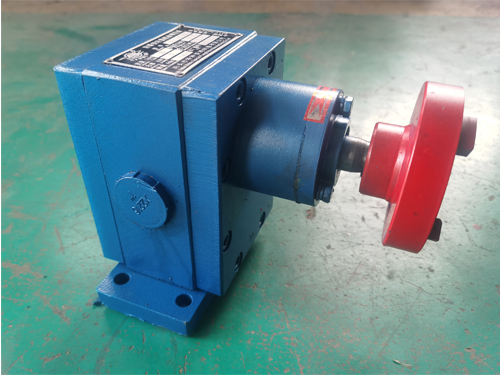
齒輪泵在輸油系統中可用作傳輸、增壓泵,在燃油系統中可用作輸送、加壓、噴射的燃油泵,在工業區域中,均可作潤滑油泵用。
齒輪泵的概念是很簡單的,它的基本形式就是兩個尺寸相同的齒輪在一個緊密配合的殼體內相互嚙合旋轉,這個殼體的內部類似“8”字形,兩個齒輪裝在里面,齒輪的外徑及兩側與殼體緊密配合。來自于擠出機的物料在吸入口進入兩個齒輪中間,并充滿這一空間,隨著齒的旋轉沿殼體運動,然后在兩齒嚙合時排出。
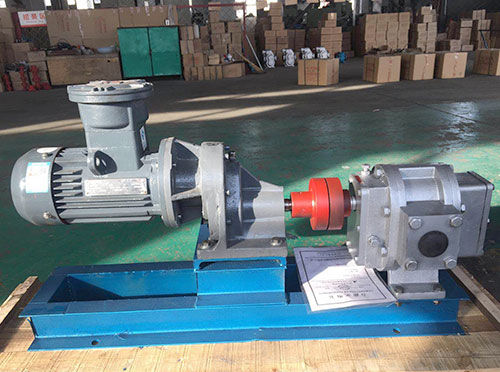
齒輪泵的保養:
一、經常加脂,電動齒輪泵為運轉,潤滑脂易于揮發,故使軸承處的潤滑能保持清潔,并注意添換。
二、齒輪泵注意絕緣電阻,長期擱置不用的或在潮濕環境中使用的電動抽油泵,使用前用500伏兆歐表測量繞組的絕緣電阻.如繞組與電機殼間絕緣電阻小于7兆歐時,對繞組進行干燥處理。
三、齒輪泵使用工具要愛惜,所有齒輪泵要小心輕放避免受到沖擊。
四、保存好每零件和調換相同零件,在拆檢齒輪泵時,應保存好每個零件,要特別注意隔爆零件的隔爆面不能使其損傷拉毛包括絕緣襯墊及套管,如有損壞,調換上新的相同零件,不可以采用低于原材料性能的代用材料或原有規格不符的零件,裝配時應將所有零件按原先位置裝好,不能遺漏。
五、齒輪泵經常檢查維修,電動齒輪泵泵應經常檢查,維修,須檢查電源線,內接線,插頭,開關是否良好,絕緣電阻是否正常,尾座是否松動,換向器與電刷接觸良好,電樞繞級擴定子繞組是否是有適中斷路現象,軸承及轉動零件是否的損壞等等。
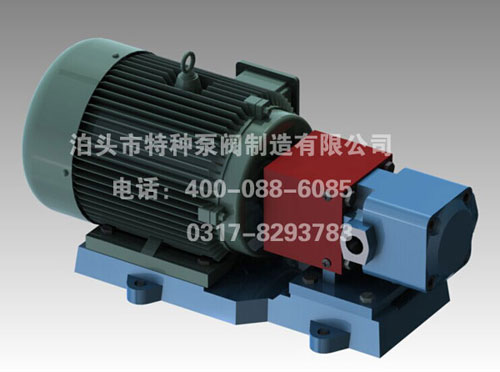
齒輪泵運轉時,用少量的液體對內磁轉子與隔離套之間的環隙區域和滑動軸承的摩擦副進行沖洗冷卻。冷卻液的流量通常為泵設計流量的2%-3%,內磁轉子與隔離套之間的環隙區域由于渦流而產生高熱量。當冷卻潤滑液不夠或沖洗孔不暢、堵塞時,將導致介質溫度高于永磁體的工作溫度,使內磁轉子逐步失去磁性,使磁力傳動器失效。當介質為水或水基液時,可使環隙區域的溫升維持在3-5℃;當介質為烴或油時,可使環隙區域的溫升維持在5-8℃。
齒輪泵流量揚程的影響如下:
一、如果工藝中只給出正常流量,應考慮留余量。對于ns100的大流量低揚程泵,流量余量取5%,對ns50的小流量高揚程泵,流量余量取10%,50≤ns≤100的泵,流量余量也取5%,對質量低劣和運行條件惡劣的泵,流量余量應取10%。
二、如果工藝中已給出小、正常、大流量,應按大流量考慮。
三、如果基本數據只給重量流量,應換算成體積流量。
上一篇:齒輪泵停止運轉后的操作的注意事項