泊頭市特種泵閥制造有限公司
24小時服務熱線:15531796609
銷售專線電話:0317-5566815 7947649
公司傳真:0317-8294590
公司地址:河北省滄州泊頭市南倉街
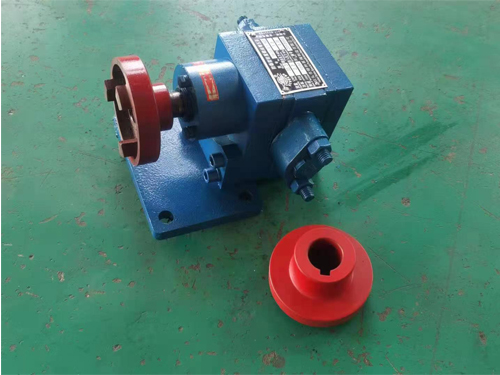
齒輪泵的使用與修理常識詳解
齒輪泵的修繕知識跟著運用工夫的增進,齒輪泵會呈現泵油缺乏,甚至不出油等毛病,要緣由是有關部位磨損過大。齒輪泵的磨損部位要有自動軸與襯套、被動齒輪中間孔與軸銷、泵殼內腔與齒輪、齒輪端面與泵蓋等。光滑油泵磨損后其要技能目標達不到要求時,應將其拆開分化,查清磨損部位及水平,接納響應方法予以。
泵蓋的修繕任務平面的修繕:若泵蓋任務平面磨損較小,可用手工研磨法消弭磨損陳跡,即在平臺或厚玻璃板上放少許氣門砂,然后將泵蓋放在上面進行研磨,直到磨損陳跡消弭,任務外表平坦為止。當泵蓋任務平面磨損0.1毫米時,應接納先車削后研磨的方法。除塵器袋籠自動軸襯套孔的修繕:泵蓋上的自動軸襯套孔磨損的修繕與殼體自動軸襯套孔磨損的修繕辦法一樣。四、齒輪的翻轉運用 齒輪泵齒輪磨損要是在齒厚部位,而齒輪端面和齒頂的磨損都相對較輕。齒輪在齒厚部位都是單側磨損,所以可將齒輪翻轉180度運用。當齒輪端面磨損時,可將端面磨平,還研磨光滑油泵殼體連系面,以包管齒輪端面與泵蓋的間隙在規范局限內。
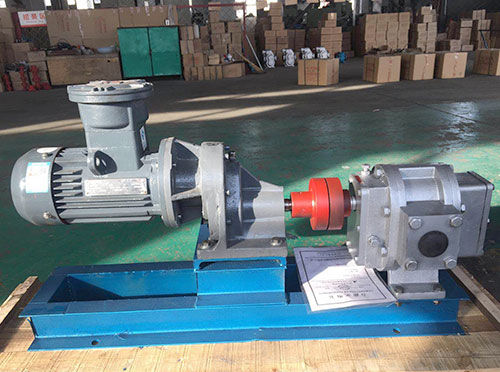
(一)運用
①齒輪泵的吸油高度一般不得大于500mm;
②齒輪泵應經過撓性聯軸器與電機相連,防止單邊受力,簡略形成齒輪泵泵軸曲折。單邊磨損和泵軸油耗失效;
(二)修補
齒輪泵運用較長時刻后,齒輪各相對滑動面會發生磨損和刮傷。端面的磨損致使軸向空地增大,齒輪圓的磨損致使徑向空地增大,齒形的磨損噪聲增大。
1.齒輪
①齒形修補:用細紗紙或油石去掉拉傷或已磨成多棱形部位的毛刺,再將齒輪嚙合面交換方位恰當對研,清洗后可持續運用。但關于用肉眼能觀察到的嚴肅磨損件,應與 換;
②。端面修補:纖細磨損者,可將兩齒輪一同放在0#砂紙上擦磨拋光。磨損拉傷嚴肅時可將兩齒輪一同放在平磨床上磨去少量,再用進相砂紙拋光。此時泵體也應磨去一樣的標準。兩齒輪厚度差在0.005mm以內,齒輪端面與孔的筆直度都應控制在0.005mm以內;
③。齒頂圓:齒輪泵的齒輪在徑向不平衡力F作用下,一般會呈現磨損。齒頂圓磨損后,對低壓齒輪泵的容積效率影響不大,但對高中壓齒輪泵,則應思考電鍍外圓或 換齒輪。
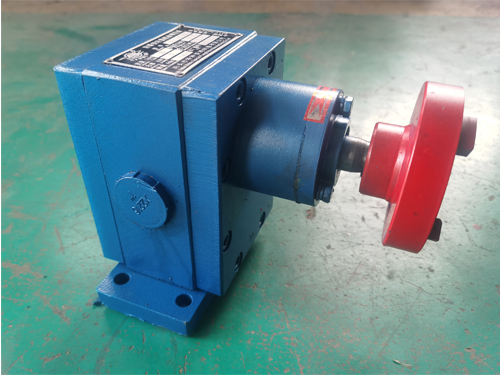
2.泵體
泵體的批改主要是內腔與齒輪齒頂圓相接面,且多發生吸油側。如泵體歸于對稱型,可將泵體翻轉180度設備再用。
3.前后蓋
前后蓋主要是設備后,與齒輪滑動的接觸端面的磨損與拉傷,如磨損和拉傷不嚴肅,可以研磨端面批改。磨損拉傷嚴肅,可在平面磨床上磨去端面上之溝痕。但此時,困油卸荷槽的變淺,對閉死容積的困油不力;
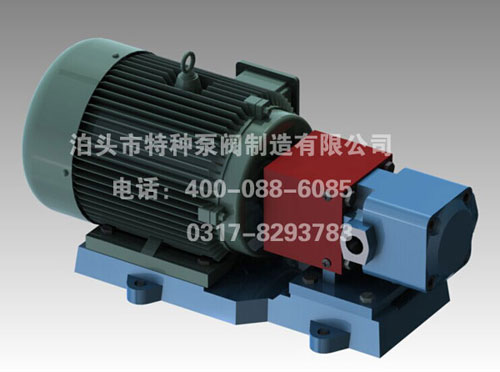
4.泵軸
齒輪泵泵軸的失效方法主要是與滾針軸承相接觸處簡略磨損,少量的發生彎折。假設纖細磨損,可以拋光批改。假設磨損嚴肅,則需從頭加工,長短軸上的鍵槽對中心線有平行度和對稱度需要,裝在軸上的平鍵與齒鍵槽的協作間歇均不能過大,軸不得在齒輪內發生徑向搖晃,軸頸與設備齒輪有些軸的協作表面的同心度為0.01mm,兩軸頸的同心度為0.02-0.03mm。
上一篇:瀝青油泵使用壽命的延長方法
下一篇:齒輪泵使用出現磨損與使用壽命