泊頭市特種泵閥制造有限公司
24小時服務熱線:15531796609
銷售專線電話:0317-5566815 7947649
公司傳真:0317-8294590
公司地址:河北省滄州泊頭市南倉街
石化管道安裝問題應對和修理常識
{一}、管道安裝中的問題應對
1)施工前期先要了解施工單位有關、健康、環境等各方面方面的要求嚴格遵循我國現有的法律法規,保證在不銹鋼油泵管道安裝施工全過程中做到循規依法。同時,還要做好施工技術方面的準備,管道施工技術人員、檢驗人員以及管理人員要熟悉管道施工工程的主要內容和生產工藝流程,提前做好施工技術準備。其次是施工現場的布置工作,根據管道安裝過程要求提前做好設置管理車間及其附屬設施的準備,并合理安排好工程廢棄物的排除及施工過程中消防設施。在整個管道安裝施工過程中不可避免的要用到大量的安裝設備,而其中有些設備是則可能是需要進口的,一定情祝下,安裝設備的質量直接影響齒輪泵管道的安裝質量及其管道的性,在施工前期采購這些進口設備不可比秒的需要大量的資金,所以一定要提前制定好采購合同等相關文件,以免在發生合同糾紛時耽誤施工的進度較后,還要做好施工機具、工具和施工材料的準備。根據工程需要配備足夠的施工機具和工具,同時加強配管施工材料的驗收、管理和發放工作,設置專人維護和管理。做到根據實際情祝做好驗收登記、分類存放、專人保管和發放等工作。
2)齒輪泵管道安裝的一般要求,在管道安裝施工過程中,要嚴格地按照圖紙指定的坐標、標高和坡度等圖紙要求準確地進行,以期達使工程到橫平豎直的效果,管道安裝施工程序一般應遵循先高壓力后低壓力、由上及下、由復雜到簡單、先大后小以及先地下后地上的基本施工原則施工過程中使用的法蘭接合面要注意使墊片均勻受力。施工過程中連接螺栓和螺母的螺紋上一般也都會涂上防治螺栓和螺母的螺紋生銹的二硫化鉑或者油脂的混合物。同時,也要十分重視同轉動設備相連管道的安裝,如泵類、壓縮機等的安裝。做到確保施工后的管道不會對設備產生過大的應力,施工完成后還能保證設備的自由對中、同心度和平行度均符合要求。對于工藝管道上儀表部件的安裝,應在管道系統試壓吹掃過程完成以后進行。同時也要注意保護儀表管件在此過程中不受損傷。管道安裝過程中,要及時調整和固定支吊架,固定支架應嚴格根據設計要求來安裝,確保施工過程中支吊架位置準確,安裝牢固、平整且接觸管子位置良好。在熱負荷試運行中,應隨時對支吊架進行查驗和調整。對于彈簧支吊架的彈簧安裝高度,應根據安裝設計要求調試并作出詳細記錄。
3)安裝過程常出現的問題,隨著行業的快速發展我國已經在齒輪油泵管道安裝領域的水平也在不斷加強,但是我們很清楚地看到仍有一些單位只注重眼前利益而忽視問題。這樣為生產帶來了一定的隱患。例如:施工人員技術水平不高、相關規章制度不完善以及質量保證體制不健全等管道的材料也是經常出現各種各樣的問題,例如:用于安裝的管材、管件質量方面不合格、管道和法蘭規格、型號與質量證明書不符、部分不銹鋼的配件熱處理狀態達不到要求等。管道焊接也是常出現問題的一個環節,例如焊接過程中不注重焊接技術,技術人員沒有嚴格遵守焊接技術要求,沒有根據管道材質選擇合適的焊接工藝,結果導致焊縫成型不良,嚴重直接影響到工程施工中的質量要求,縮短使用壽命。
4)安裝過程的預防措施,針對齒輪泵管道安裝過程常出現的問題,我們應該采取相關的預防措施。先,要保證安裝過程中所用管道的材質、規格、型號與質量證明書相符。確保材料完全滿足施工要求后才能進行安裝施工。在管道安裝施工前還要仔細檢查各構件以確保支架穩固、儀表、閥類及其附件安裝正確等。管道在焊接前,應將坡口及其附近表面處理干凈。嚴格按照規范要求對管道和管件做焊前預熱和焊后熱處理。并選擇合適的焊接工藝,只有這樣才能保證管道的質量。國家相關部門也要進一步完善管道監管制度,明確責任。加強對管道質量檢查力度,對于嚴重違反規定者根據法律要給與嚴懲。
近年來隨著我國行業管道建設的飛速發展,管道安裝是一項復雜的系統工程,齒輪泵管道施工安裝過程中存在的問題及嚴重威脅人民的財產和生命的隱患也日益突出,因此,對施工質量進行嚴格要求具有重要的意義。
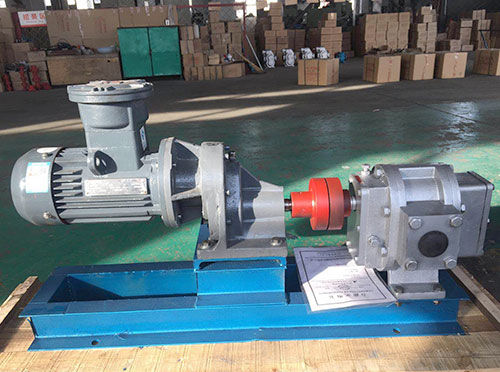
{二}、齒輪泵的修理常識
隨著使用時間的增長,齒輪泵會出現泵油不足,甚至不泵油等故障,主要原因是有關部位磨損過大。齒輪泵的磨損部位主要有主動軸與襯套,被動齒輪中心孔與軸銷,泵殼內腔與齒輪,齒輪端面與泵蓋等。潤滑油泵磨損后其主要技術指標達不到要求時,應將其拆卸分開,查清磨損部位及程度,采取相應辦法予以。
一,主動軸與襯套磨損后的
齒輪泵主動軸與襯套磨損后,其配合間隙增大,必將影響泵油量。遇此,可采用修主動軸或襯套的方法恢復其正常的配合間隙。若主動軸磨損輕微,只需壓出舊襯套后換上標準尺寸的襯套,配合間隙便可恢復到允許范圍。若主動軸與襯套磨損嚴重且配合間隙嚴重超標時,不僅要換襯套,而且主動軸也應用鍍鉻或振動堆焊法將其直徑加大,然后再磨削到標準尺寸,恢復與襯套的配合要求。
二,潤滑油泵殼體的修理殼體裂紋的修理:殼體裂紋可用鑄508鎳銅焊條焊補。焊縫須緊密而元氣孔,與泵蓋結合面平面度誤差不大于0.05毫米。
主動軸襯套孔與從動軸孔磨損的修理:主動軸襯套孔磨損后,可用鉸削方法磨損痕跡,然后配用加大至相應尺寸的襯套。從動軸孔磨損也以鉸削法磨損痕跡,然后按鉸削后孔的實際尺寸配制從動軸泵殼內腔的修理:泵殼內腔磨損后,一般采取內腔鑲套法,即將內腔搪大后鑲配鑄鐵或鋼襯套。鑲套后,將內腔搪到要求的尺寸,并把伸出端面的襯套磨去,使其與泵殼結合面平齊。
閥座的修理:限壓閥有球形閥和柱塞式閥兩種。球形閥座磨損后,可將一鋼球放在閥座上,然后用金屬棒輕輕敲擊鋼球,直到球閥與閥座密合為止。如閥座磨損嚴重,可先鉸削除去磨痕,再用上法使之密合。柱塞式閥座磨損后,可放入少許氣門砂進行研磨,直到密合為止。
三,泵蓋的修理
工作平面的修理:若泵蓋工作平面磨損較小,可用手工研磨法磨損痕跡,即在平臺或厚玻璃板上放少許氣門砂,然后將泵蓋放在上面進行研磨,直到磨損痕跡,工作表面平整為止。當泵蓋工作平面磨損超過0.1毫米時,應采取先車削后研磨的辦法。
主動軸襯套孔的修理:泵蓋上的主動軸襯套孔磨損的修理與殼體主動軸襯套孔磨損的修理方法相同。
四,齒輪的翻轉使用
齒輪泵齒輪磨損主要是在齒厚部位,而齒輪端面和齒頂的磨損都相對較輕。齒輪在齒厚部位都是單側磨損,所以可將齒輪翻轉180度使用。當齒輪端面磨損時,可將端面磨平,同時研磨潤滑油泵殼體結合面,以保證齒輪端面與泵蓋的間隙在標準范圍內。
下一篇:沒有了