泊頭市特種泵閥制造有限公司
24小時服務熱線:15531796609
銷售專線電話:0317-5566815 7947649
公司傳真:0317-8294590
公司地址:河北省滄州泊頭市南倉街
齒輪油泵和
齒輪油泵適用于輸送各種有潤滑性的液體,溫度不高于70℃,如需高溫200℃,可配用材料即可,粘度為5×10-5~1.5×10-3m2/S。本泵不適用于輸送腐蝕性的、含硬質顆粒或纖維的、高度揮發或閃點低的液體,如汽油、笨等。
齒輪泵主動軸與襯套磨損后,其配合間隙增大,必將影響泵油量。遇此,可采用修主動軸或襯套的方法恢復其正常的配合間隙。若主動軸磨損輕微,只需壓出舊襯套后換上標準尺寸的襯套,配合間隙便可恢復到允許范圍。若主動軸與襯套磨損嚴重且配合間隙嚴重超標時,不僅要 換襯套,而且主動軸也應用鍍鉻或振動堆焊法將其直徑加大,然后再磨削到標準尺寸,恢復與襯套的配合要求。
殼體修理
殼體裂紋可用鑄508鎳銅焊條焊補。焊縫須緊密而無氣孔,與泵蓋結合面平面度誤差不大于0.05毫米。
磨損修理
主動軸襯套孔磨損后,可用鉸削方法磨損痕跡,然后配用加大至相應尺寸的襯套。從動軸孔磨損也以鉸削法磨損痕跡,然后按鉸削后孔的實際尺寸配制從動軸。
泵殼修理
泵殼內腔磨損后,一般采取內腔鑲套法,即將內腔搪大后鑲配鑄鐵或鋼襯套。鑲套后,將內腔搪5、閥座的修理:限壓閥有球形閥和柱塞式閥兩種。球形閥座磨損后,可將一鋼球放在閥座上,然后用金屬棒輕輕敲擊鋼球,直到球閥與閥座密合為止。如閥座磨損嚴重,可先鉸削除去磨痕,再用上法使之密合。柱塞式閥座磨損后,可放入少許氣門砂進行研磨,直到密合為止。
泵蓋修理
工作平面的修理:若泵蓋工作平面磨損較小,可用手工研磨法磨損痕跡,即在平臺或厚玻璃板上放少許氣門砂,然后將泵蓋放在上面進行研磨,直到磨損痕跡,工作表面平整為止。當泵蓋工作平面磨損超過0.1毫米時,應采取先車削后研磨的辦法。
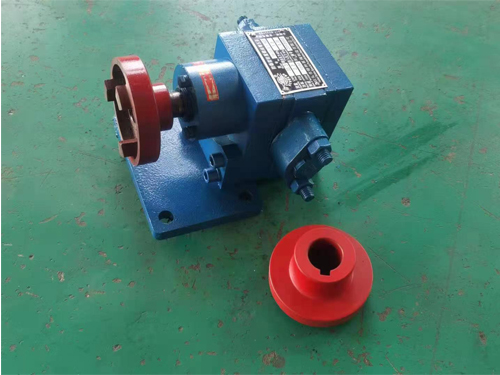
齒輪泵是用兩個齒輪互嚙轉動來工作,對介質要求不高。一般的壓力在6MPa以下,流量較大。 齒輪油泵在泵體中裝有一對回轉齒輪,一個主動,一個被動,依靠兩齒輪的相互嚙合,把泵內的整個工作腔分兩個獨立的部分。A為吸入腔,B為排出腔。齒輪油泵在運轉時主動齒輪帶動被動齒輪旋轉,當齒輪從嚙合到脫開時在吸入側(A)就形成局部真空,液體被吸入。被吸入的液體充滿齒輪的各個齒谷而帶到排出側(B),齒輪進入嚙合時液體被擠出,形成高壓液體并經泵排出口排出泵外。
怎樣齒輪油泵的 、,主要取決于齒輪泵的內部零件加工精度以及齒輪泵、齒輪油泵所選用的具體材質等等,具體因素有一下幾個方面。
、合理選擇齒輪泵、齒輪油泵的材質,根據每種不同材質的不同特性,合理的做好各種部件的調質及熱處理工作。
、齒輪泵、齒輪油泵所有零部件 按工藝圖紙、技術標準進行加工,每一個細小的工藝都不可以缺失,特別是齒輪泵中的回油孔、泄壓孔、平衡孔等等。
第三、齒輪泵、齒輪油泵的泵體和前后泵蓋的三體統一性,雙側泵蓋軸承定位孔的同軸性, 做到無誤,否則就會因為軸承的定位不同心造成齒輪泵時間長了磨偏軸套,損壞齒輪泵的密封等系列問題。
第四、根據輸送介質的不同特性,合理選擇齒輪泵、齒輪油泵的機械密封材質和密封形式。
齒輪油泵的壓力終是要用揚程來體現,理論上只要齒輪油泵的零件強度和驅動設備能量足夠,輸液就可達到任意高度。但是,由于齒輪和泵體之間具有 的間隙(泵殼內側面間隙為0.04~0.1mm,徑向間隙為0.1~0.15mm),所以揚程提高到 程度時,就會產生液體倒流現象,揚程就降低了,也就是壓力降了。因此產生沒有壓力的原因,凡是能使側面間隙和徑向間隙加大的都是形成沒有壓力的原因。檢查一下溢流閥,剛起動時油溫低,粘度大,壓力高,隨著溫度升高,粘度降低,壓力也隨之下降,將溢流閥調節一下,問題就有可能解決了。溢流閥如果設定值不當,達到 壓力就泄壓了,從而讓客戶以為是壓力達不到,實際上是溢流閥設定值不當。客戶在選型的時候,如果對壓力有要求,定貨時 向我們提出你所要求的壓力值,我們可以將溢流閥的泄壓值調到你所需要的程度。 檢查齒輪油泵所在的油路,在檢查儀表,這點很重要。
上一篇:圓弧齒輪泵正養和選購須知
下一篇:轉子泵使用與保養介紹