行業
泊頭市特種泵閥制造有限公司
24小時服務熱線:15531796609
銷售專線電話:0317-5566815 7947649
公司傳真:0317-8294590
公司地址:河北省滄州泊頭市南倉街
技術文檔
常見問題
行業
石化管道安裝監理檢驗問題及裝配
【一】、安裝和監理檢驗存在的問題
在十九世紀六十年代,我國在北京次出現了石油氣設備管道建設項目,緊接著在十九世紀七十年代,我國的上海也建造了石油氣系統。改革開放后,石油設備管道的供應方式也取得了新的發展。從六、一七十年代的小區集體氣源轉變為氣源。在經濟迅速發展,石油設備管道也有了新一輪的發展特點:石油設備充分借鑒了國外的管道設計與技術;氣化站需要在設計規劃下進行建設;石油設備齒輪油泵管道的建造通常由房地產開發;石油設備管道的建設與城市的規劃都得到了進一步的發展。
1、安裝方面
(1)設備管理焊接人員的資源。設備管道的焊接工作是設備管道安裝中的關鍵,需要依靠現場焊接來實施,由于十分重要,所以要求焊接工人是有資格證書,從而確保焊接工的性。
(2)安裝方案。方案的完整性可以直接影響油泵管道的質量,所以說方案的安裝也會是十分重要的。
2、監理檢驗方面
(1)對安裝資料進行嚴格審查。①設計的圖紙是否符合規定的要求。②要明確檢驗工作的要點,明確后,可以快速且地發現施工中的問題。
(2)質量的檢查。質量的檢測無疑是檢測的要點部分,它包括原材料的檢查,焊接質量的檢驗,安裝質量的檢查。
在我們的生活中日益重要,設備的管道問題也越來越受到重視,然而齒輪油泵管道的安裝并不是那么容易,是十分繁瑣的,需要從多方面進行考慮和研究。
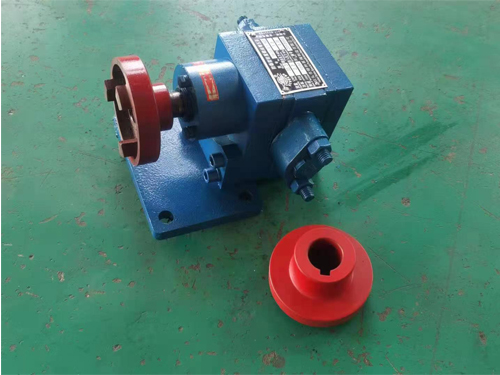
【二】、齒輪油泵的裝配
1.齒輪油泵的裝配要點。
裝配時,應保證泵體與油泵泵蓋的成套性,不得錯亂。主,被動齒輪應等高,其高度差不大于0.03mm;主動齒輪軸壓入主動齒輪時,采用熱壓法,應先將主動齒輪均勻加熱到150℃~200℃時壓入;被動齒輪軸壓入齒輪油泵殼體內。軸頭深入殼休分開面的數值應符合規定;將相應的襯套分別壓入被動齒輪,泵殼和后蓋后,襯套不應凸出齒輪兩端面,泵蓋端面及泵體內腔底平面;齒輪副裝入殼體后,端面間隙,齒頂與泵間隙及齒側間隙應符合技術要求;裝配后的齒輪油泵應運轉靈活,無卡滯現象。限壓閥在閥體內應能靈活移動,靠自身重量應能自由落座,封閉嚴密;集油濾網應完好,如有破損允許用焊錫焊堵,但焊堵面積不得大于濾網面積的10%。
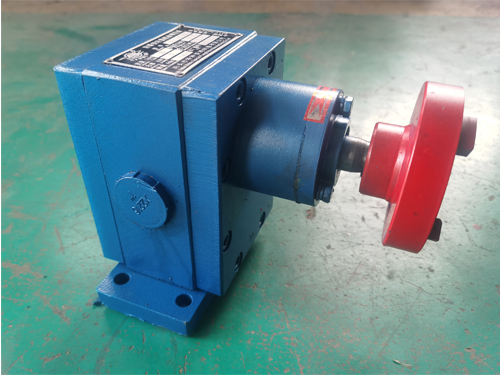
2.轉子式齒輪油泵的裝配。
轉子式齒輪油泵安裝外轉子時,應把外轉子端面有倒角的一面先裝入殼體,安裝后轉動內轉子,檢查轉動是否靈活。
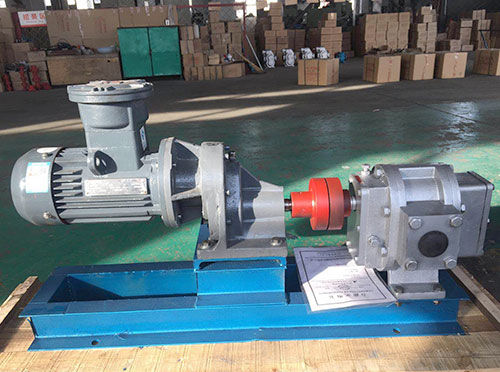
3.磨合試驗。
裝好的齒輪油泵應在齒輪油泵試驗臺上進行磨合試驗。磨合時先以額定轉速無負荷狀態下運轉4min,然后逐漸增加負荷到標準壓力持續3min,磨合中應沒有噪音,過熱和漏油現象,磨合后檢查所修齒輪油泵是否達到規定的性能指標。
下一篇:管道安裝常見的問題以及原因